



DELCO Pneumatic 2-way Sanitary Ball Valves-DK66-2WS
Pneumatic 2-way sanitary ball valves are essential components in industries requiring hygienic and precise control of fluid flow. Designed specifically for sanitary applications, these valves ensure the integrity of processes in food, pharmaceuticals, biotechnology, and other industries where cleanliness and contamination control are paramount.
DELCO with 23 years experience. Provide Pneumatic Actuator Ball Valve, Pneumatic Actuator Butterfly Valve, Pneumatic Angle Seat Valve, Pneumatic Gate Valve or Pneumatic Globe Valve for you. We always put quality first and focus to be a leader of automation solution providers. Manufacturing pneumatic actuator valve with features of 1 million lifecycles and high torque.
Model: Sanitary Ball valves
Actuator Type: Spring Return / Double Acting
Body Material: Stainless Steel 304/ 316L
Temperature Of Media:-10 to 180℃ (14℉ to 356℉)
Suitable Media: Water, Liquids, Food, Medicine, Corrosive Medium, etc
What Is The Pneumatic 2-way Sanitary Ball Valve?
Pneumatic 2-way sanitary ball valves are specialized valves designed for applications requiring hygienic control of fluid flow. They feature a ball-shaped closure element (the “ball”) that regulates the flow of fluid through the valve. The “2-way” designation signifies that the valve has two ports, allowing for the control of flow in either an on/off manner or modulation.
These valves are commonly used in industries such as food processing, pharmaceuticals, and biotechnology, where maintaining cleanliness and preventing contamination is crucial. The “sanitary” aspect of these valves refers to their design, which includes smooth, crevice-free surfaces and sanitary weld connections to minimize the risk of product buildup and bacterial contamination. Pneumatic actuation, powered by compressed air or gas, enables rapid and precise control of the valve, making them ideal for applications requiring accurate fluid regulation and compliance with stringent hygiene standards.
Benefits Of Pneumatic 2-way Sanitary Ball Valves
Enhanced Hygiene Standards: Pneumatic 2-way sanitary ball valves are meticulously designed with hygiene in mind. Their smooth, crevice-free surfaces and sanitary weld connections minimize the risk of product buildup and bacterial contamination. This ensures compliance with stringent hygiene standards and regulations in industries such as food processing, pharmaceuticals, and biotechnology, where maintaining cleanliness is paramount.
Precise Flow Control and Reliable Performance: These valves offer precise control over fluid flow, allowing operators to adjust flow rates and process parameters with accuracy. The pneumatic actuation mechanism ensures rapid response and precise positioning, facilitating optimal process control. Engineered for durability and reliability, pneumatic 2-way sanitary ball valves deliver consistent performance even in demanding operating conditions. They are capable of withstanding high temperatures, pressures, and frequent cycling without compromising performance. This reliability ensures uninterrupted operation and minimizes downtime, contributing to overall process efficiency.
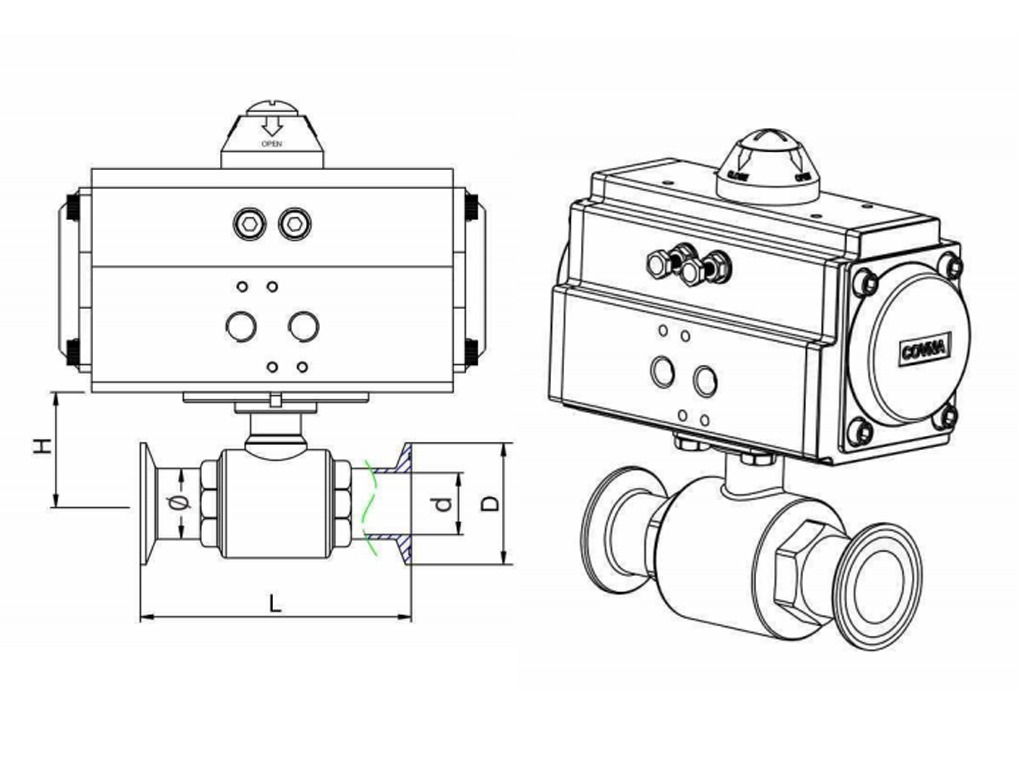
Pneumatic 2-way Sanitary Ball valves technical Parameter:
| Model | Air Supply Pressure |
Applicable Standard |
Port Size | Operating Pressure |
Body Material: |
Sealing Material |
| DK66-2WS | 2.5-8 Bar | GB | 1/2″-4″ | 1~1.6MPA | Stainless Steel 304/316 |
PTFE, PPL |
| Acting Model | Certification | No. Of Ways | End Connection | Media | Working Temperature |
Warranty |
| Double Acting/Spring Return |
ISO 9001, CE, TUV, SGS | 2 Way/3 Way | Tri Clamp | Water, Oil, Air, Gas, etc. |
-10°C to 180°C | 1 Year (12 Months) |
Features Of Pneumatic 2-way Sanitary Ball valves
Sanitary Construction: Constructed from high-quality stainless steel or other food-grade materials, pneumatic 2-way sanitary ball valves feature sanitary weld connections, smooth bore internals, and sanitary seals to ensure hygienic operation.
Full Port Design: These valves typically have a full port design, minimizing flow restrictions and pressure drops across the valve, thus maximizing process efficiency and throughput.
Bubble-Tight Shut-Off: The ball design of these valves provides bubble-tight shut-off, preventing leakage and ensuring product integrity during operation.
FDA Compliance: Many pneumatic 2-way sanitary ball valves are compliant with FDA regulations and standards, making them suitable for use in food and pharmaceutical applications where product safety is paramount.
Multiple Actuation Options: These valves can be actuated using pneumatic actuators, providing rapid and reliable operation. Additionally, they may offer options for manual override or automation integration for enhanced control.
Various Connection Options: Pneumatic 2-way sanitary ball valves are available with a range of connection options, including clamp, weld, and threaded connections, allowing for easy integration into existing piping systems.
In conclusion, pneumatic 2-way sanitary ball valves offer a hygienic, reliable, and versatile solution for controlling fluid flow in sanitary applications. With their precision control, durable construction, and compliance with industry standards, these valves play a crucial role in ensuring product quality, safety, and efficiency in various industries.
Technical Parameters of Valves Actuator





Air source processor: The pneumatic triplet, a vital accessory for pneumatic valves, combines filtering, pressure reduction, and lubrication functions. The pressure reducing valve adjusts inlet pressure to a stable outlet pressure, utilizing the medium’s energy. In two-piece assemblies, it couples with a filter for compressed instrument air filtering. In three-piece configurations, it adds lubrication to the air, ensuring efficient operation.
Pneumatic solenoid valve: The pneumatic solenoid valve, also known as a directional control valve, is a vital component for regulating the opening and closing of pneumatic valves. It functions by magnetizing and demagnetizing, which directs the gas flow based on voltage signals. Commonly employed to manage gas source and circuit flow, these valves offer precise control over valve operations through voltage signals.
Limit switch: The valve limit switch, also called a travel switch, is a critical field instrument in automatic control systems. It detects the valve’s status and outputs signals for open or closed positions. This switch is essential for confirming and executing subsequent programs by programmers. Additionally, it serves as a vital component for valve interlock protection and remote alarm indication within the system. It effectively indicates and provides feedback on mechanical equipment’s movement limit position.
Valve positioner: The valve positioner is a crucial component of pneumatic control valves, enabling precise control over valve positioning. It utilizes the valve stem displacement signal as input feedback and the controller output signal as the control signal. By comparing these signals, any deviation triggers adjustments to the actuator output signal, ensuring a direct correspondence between valve stem displacement and controller output.
Manual device: The manual device is an essential component that complements the pneumatic actuator assembly. It serves to facilitate manual or pneumatic operation for butterfly valves and ball valves with a 90° opening. This mechanism is crucial for ensuring versatility and flexibility in valve operation, allowing for both manual and automated control as needed.
One-time business is not our goal, we pursuit for long-term partner relationships.
We are not just providing simple quotes but experts in selection, calculation, and drawing.
ASK FOR A QUOTE
Related products





Offering Industry-Oriented Valve Solution For You
The company not only controls the quality in real time, but also zero tolerance for problems is the pursuit of high quality. Workers must undergo rigorous training and strict assessment before they can take up their jobs.
Quality Assurance
Calculation & Selection, Quality Control, Inspection, After-Sales Service, etc. Each Production Loop to Ensure Our Customers Have No Worries.
Services
At DELCO, we believe there always has a better valve solution for every single customer. We’re obsessively passionate about it, and our mission is to manufactures & supply a range of innovative control valves & pressure regulators backed by global service support, thereby guaranteeing zero defects within the shortest lead time.
Production Market
DELCO Has A Wide Reach, Exporting To Over 46 Nations. So We Have A Complete Picture Of The Market. Welcome To Become A Long-Term Business Partner With Us. Reliable Control Valves and Self-Operated Pressure RegulatorsManufacturer

Company Honor
DELCO valve has CE, RoHS, FDA, Explosion-proof electrical apparatus.


For over 20 years, DELCO Valves has been committed to providing our customers with high quality valves.
DELCO has always been centered around one thing: 100% customer satisfaction. We strive for continuous improvement in all aspects of our daily operations. Our mission, coupled with a product line that is manufactured to the highest quality standards, continues to be what sets us apart from our competition. At Powell, all of our facilities are ISO 9001 “Global Quality” certified.
As a leading manufacturer of industrial valves, we offer a wide range of products. Our product lines include: gate valves, check valves, globe valves, check valves, double plate check valves and high performance butterfly valves. With the most complete multi-turn product line from a single-source manufacturer, our valves are manufactured to the highest quality standards using ultra-modern manufacturing techniques and astute material sourcing.
As a full-service valve company, we offer a wide range of products as well as retrofit and field services. Our valve expertise is unrivaled and we look forward to meeting your future valve needs!
